Tratamento de resíduos
O tratamento de resíduos consiste no conjunto de métodos e operações necessárias para respeitar as legislações aplicáveis aos resíduos, desde a sua geração até o destino final, com o intuito de diminuir o impacto negativo na saúde humana, assim como no meio ambiente. Pode consistir numa deposição final ou um tratamento intermediário que diminua a perigosidade dos mesmos, possibilitando a sua reutilização ou reciclagem.
Cada tipo de classe de resíduos é destinado um tratamento final, afim de obter a melhor e mais segura destinação para o meio ambiente.
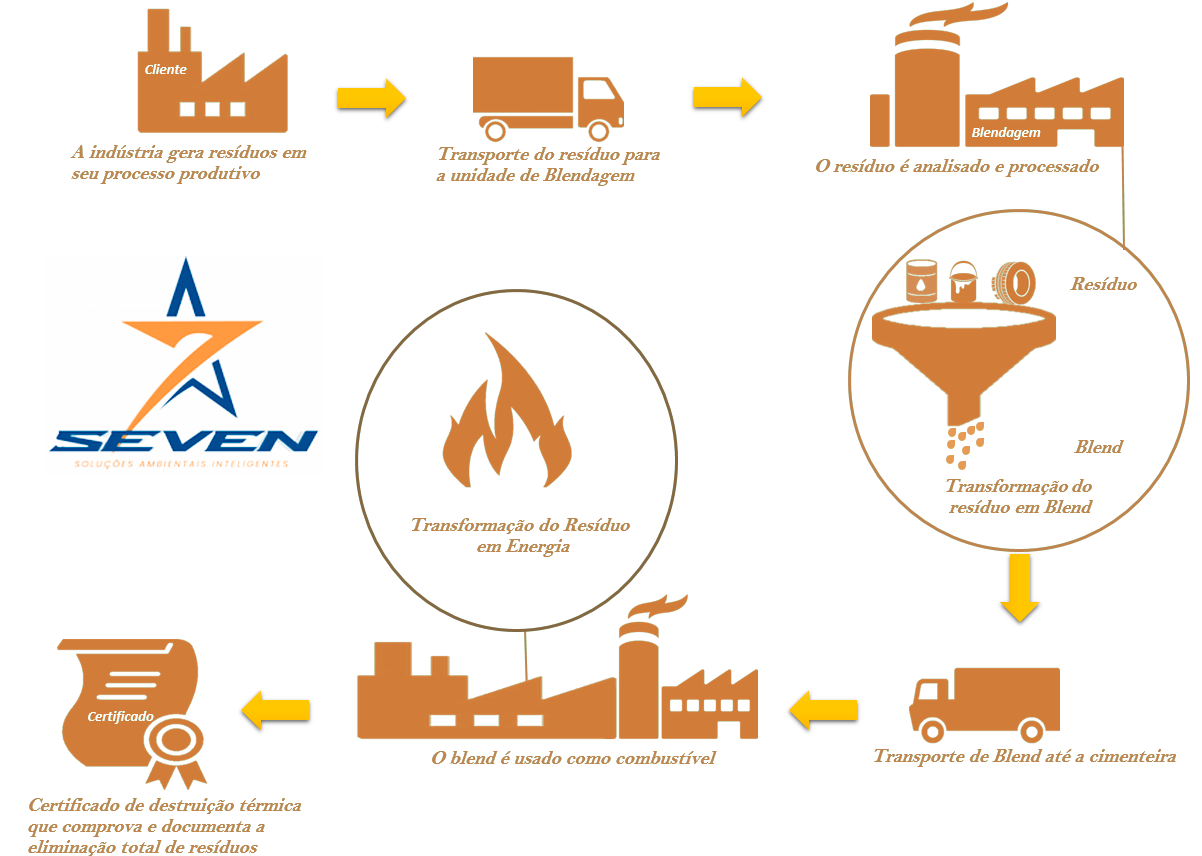
Na etapa de blendagem, o resíduo é totalmente descaracterizado e misturado junto aos outros resíduos, que recebemos de forma a produzir um mix líquido ou sólido para a formação do blend. Nesta etapa são analisados padrões químicos de controle como pH, % Cloro e % H2O. Esses blends, por possuírem alto poder calorífero são usados como substitutos energéticos em fornos de cimento, barateando os custos de produção, dando uma destinação adequada e ambientalmente correta.
Desta maneira após a produção desses blends, os mesmos são encaminhados para queima junto às cimenteiras, devidamente licenciadas para tal atividade. A queima produz calor suficiente para produção do clinquer (pré-cimento) e as cinzas geradas do processo são totalmente incorporadas ao cimento, não havendo geração de partículas. Todo o lançamento atmosférico é controlado continuamente por analisadores especiais de gases e os resultados são enviados à Cetesb, ficando assim demostrado o controle total da queima do resíduo.
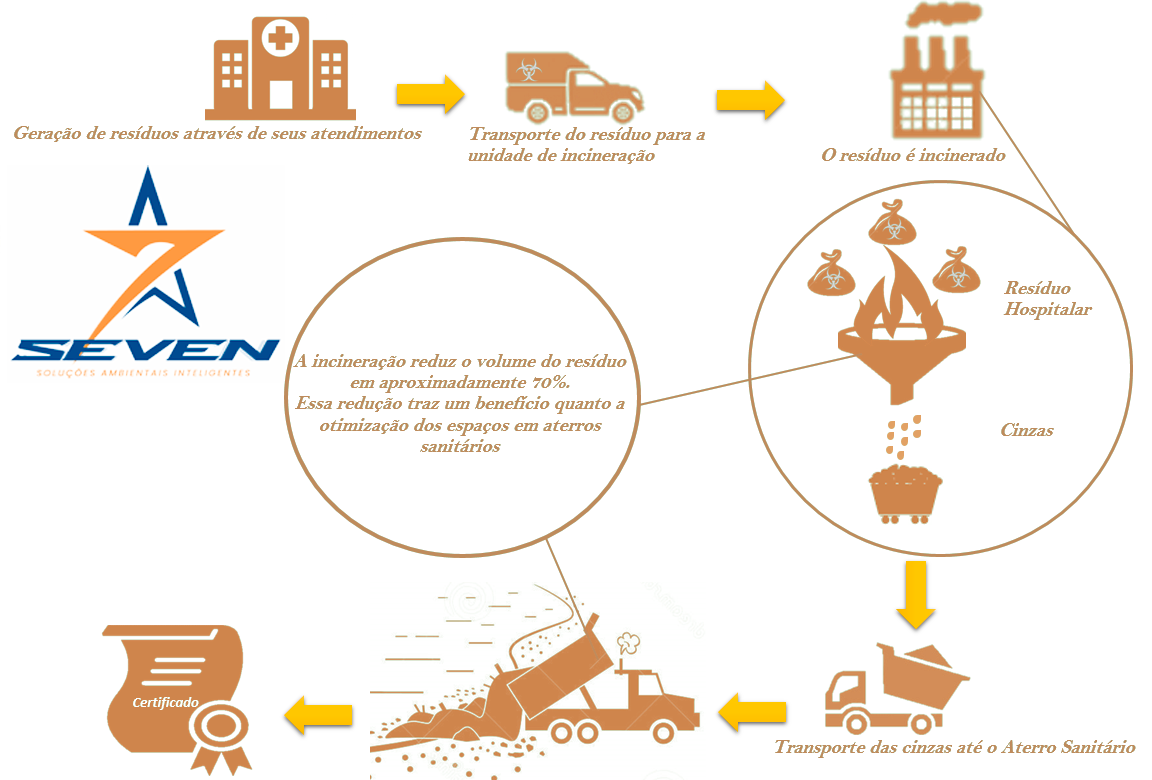
A incineração controlada acontece em equipamentos denominados incineradores, nos quais o material é queimado a temperaturas acima de 900 ºC. Utiliza-se uma quantidade apropriada de oxigênio para se conseguir uma combustão adequada do resíduo a ser incinerado.
A incineração reduz o volume do resíduo em aproximadamente 70%. Essa redução traz um benefício quanto a otimização dos espaços em aterros sanitários.
A principal indicação para realização da incineração é a eliminação de material perigoso, como por exemplo: material hospitalar e tóxico.
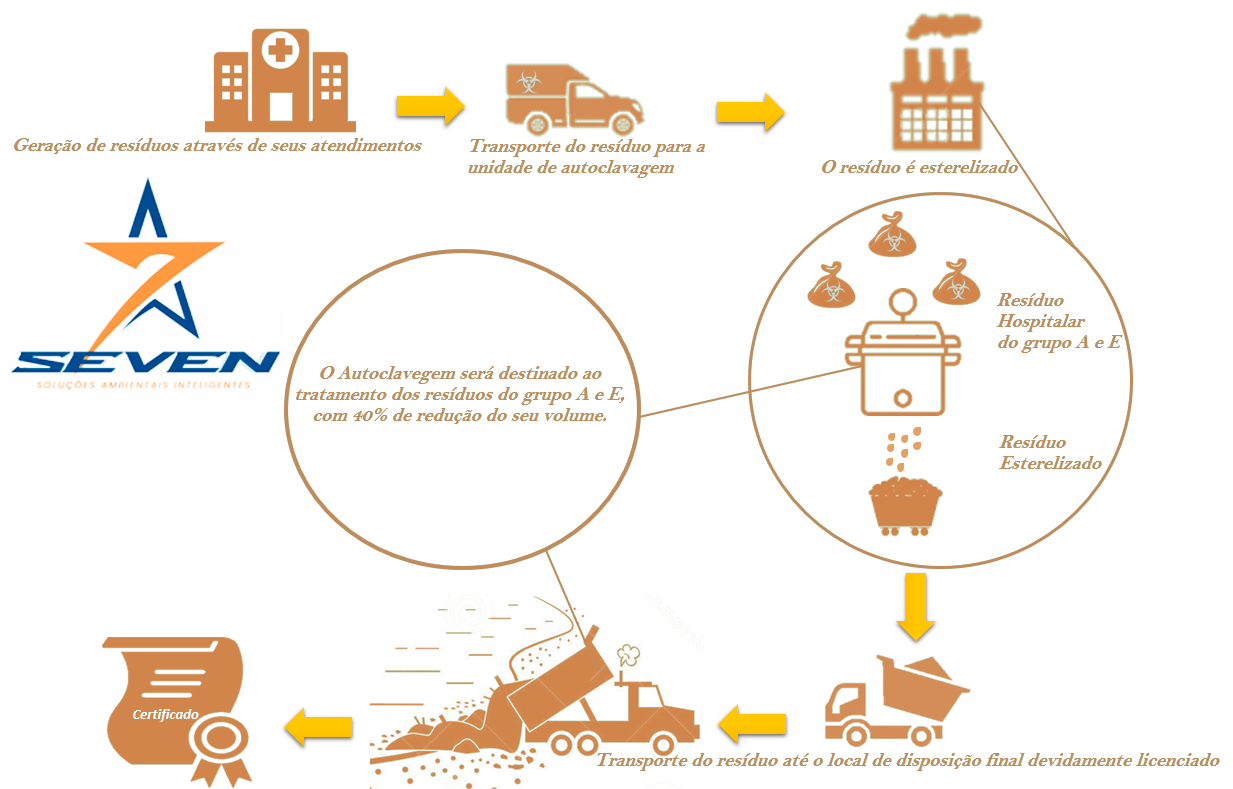
Originalmente utilizado na esterilização de material cirúrgico, esse processo foi adaptado e desenvolvido para a esterilização de resíduos.
O método de tratamento consiste na aplicação de vapor de água sob pressão, garantindo-se condições de alta temperatura (entre 105 e 150°C) e o tempo de exposição que proporcionam a inativação dos micro-organismos presentes.
Esta tecnologia será destinada ao tratamento dos resíduos do grupo A e E, com 40% de redução do volume de RSS. O sistema é composto pelas seguintes partes:
- Esterilizador a vapor;
- Compressor de ar;
- Cestos para o acondicionamento dos resíduos;
- Sistema energético.
O processo de autoclavagem inclui ciclos de compressão e de descompressão de forma a facilitar o contato entre o vapor e os resíduos. Os valores usuais de pressão são da ordem dos 3 a 3,5 bar e a temperatura atinge os 135ºC. O processo normal de autoclavagem comporta basicamente as seguintes operações:
– Pré-vácuo inicial: criam-se condições de pressões negativas de forma a que na fase seguinte o vapor entre em contato com os resíduos;
– Admissão de vapor: introdução de vapor na autoclave e aumento gradual da pressão, de forma a criar condições para o contato entre o vapor e os resíduos; e para destruição de invólucros que limitem o acesso do vapor a todas as superfícies;
– Exposição: manutenção de temperaturas e pressões elevadas durante um determinado período de tempo até se concluir o processo de descontaminação.
Para verificar as condições de funcionamento do autoclave, pode ser feito um teste de forma a ser atingido o nível de inativação 3, de acordo com o definido pela EPA. Esse sistema de tratamento deve estar licenciado pelo órgão ambiental competente.
Após processados, esses resíduos sólidos tratados, devem ser encaminhados para disposição final licenciada pelo órgão ambiental competente.
Os efluentes líquidos gerados pelo sistema de autoclavagem devem ser tratados, se necessário, e atender aos limites de emissão dos poluentes estabelecidos na legislação ambiental vigente, antes de seu lançamento em corpo de água ou rede de esgoto.
A autoclave apresenta as seguintes vantagens:
– Custo operacional relativamente baixo;
– Não emite efluentes gasosos e o efluente líquido é estéril;
– Manutenção relativamente fácil e barata.
Tratamento dos efluentes líquidos gerados dos mais diversos processos industriais, destacam-se entre principais clientes: montadoras de veículos, indústria de auto peças, indústrias química e fabricantes de cosméticos.

Aliada a uma equipe técnica especializada, um sistema de controle e total rastreabilidade, colocam a SEVEN nos mais altos padrões de qualidade quando se fala em descarte de resíduos líquidos, utilizando processo de evaporação sem adição de produtos químicos.
A SEVEN sempre busca as melhores soluções para o descarte dos resíduos finais, priorizando o reaproveitamento energético ou as partes recicláveis dos resíduos gerados. Garantindo aos seus clientes a eliminação da responsabilidade sobre os resíduos ambientais, uma vez que as soluções utilizadas, além de atender a legislação, não deixam passivo ambiental.
O Aterro Sanitário é um equipamento projetado para receber e tratar o lixo
produzido pelos habitantes de uma cidade, com base em estudos de
engenharia, para reduzir ao máximo os impactos causados ao meio ambiente.
Atualmente é uma das técnicas mais seguras e de mais baixo custo.

Preferencialmente deve possuir uma vida útil superior a 10 anos, prevendo-se
ainda o seu monitoramento por alguns anos após o seu fechamento. No
processo de decomposição dos resíduos sólidos, ocorre a liberação de gases e
líquidos (chorume ou percolado) muito poluentes, o que leva um projeto de
aterro sanitário a exigir cuidados como impermeabilização do solo,
implantação de sistemas de drenagem eficazes, entre outros, evitando uma
possível contaminação da água, do solo e do ar.
O Aterro Sanitário tem várias vantagens, dentre elas:
Apesar do custo inicial ser alto, o aterro sanitário permite um controle
operacional, evitando gastos posteriores com meio ambiente;
Auto-suficiência como destinação final
Ao contrário de outros métodos, como a incineração e a reciclagem, o aterro
sanitário não apresenta resíduos no final do seu processo;
Baixos custos
Mas o grande vilão concorrente do aterro sanitário é o lixão que apresenta
práticas inaceitáveis, como a deposição do lixo diretamente no solo, podendo
acarretar enormes prejuízos para o meio ambiente e para a
saúde pública.
Controle
Todas as etapas são acompanhadas por técnicos capacitados.
Rotina Operacional
TODO ATERRO TEM UMA ROTINA OPERACIONAL QUE DEVE SER OBEDECIDA.
Recepção dos Resíduos:
- Receber os caminhões previamente cadastrados;
- Identificar os transportadores;
- Registrar e verificar a procedência;
- Pesar e registrar toda a operação.
Tem livre acesso ao Aterro Sanitário os seguintes resíduos sólidos:
- Resíduos domésticos;
- Entulhos;
- Podas;
- Resíduos de saúde;
- Resíduos industriais
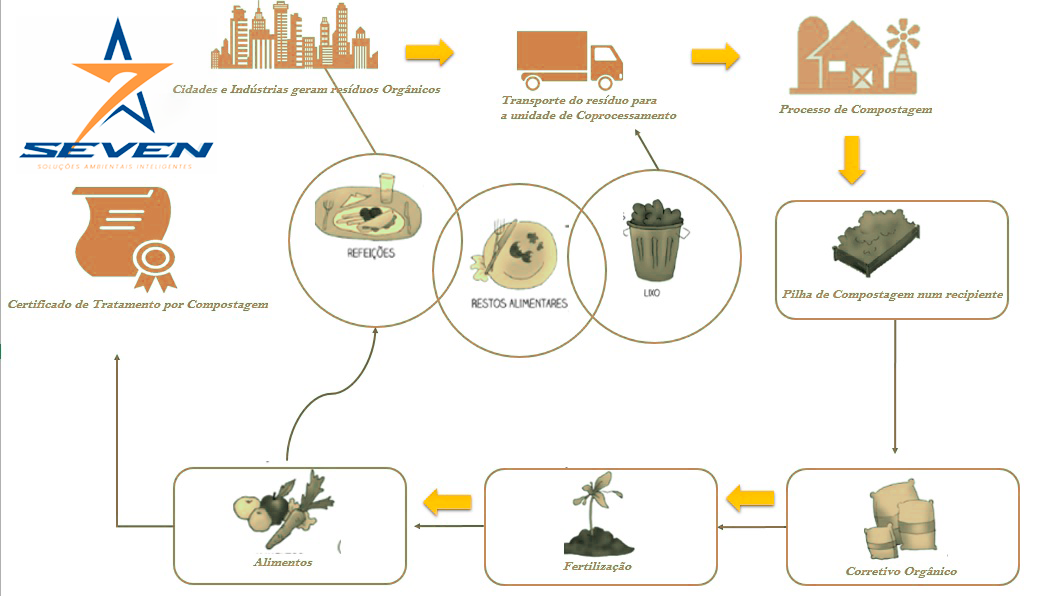
A compostagem é o processo biológico de valorização da matéria orgânica, seja ela de origem urbana, doméstica, industrial, agrícola ou florestal, e pode ser considerada como um tipo de reciclagem do lixo orgânico. Trata-se de um processo natural em que os micro-organismos, como fungos e bactérias, são responsáveis pela degradação de matéria orgânica. A técnica de compostar ajuda na redução das sobras de alimentos, tornando-se uma solução fácil para reciclar os resíduos gerados em nossa residência (saiba mais sobre resíduos nesta matéria especial).
O processo de compostagem acontece em fases, sendo elas muito distintas umas das outras. Suas principais características são:
1ª) FASE MESOFÍLICA:
Nessa fase, fungos e bactérias mesófilas (ativas a temperaturas próximas da temperatura ambiente), que começam a se proliferar assim que a matéria orgânica é aglomerada na composteira, são de extrema importância para decomposição do lixo orgânico. Eles vão metabolizar principalmente os nutrientes mais facilmente encontrados, ou seja, as moléculas mais simples. As temperaturas são moderadas nesta fase (cerca de 40°C) e ele tem duração de aproximadamente de 15 dias.
2ª) FASE TERMOFÍLICA:
É a fase mais longa,e pode se estender por até dois meses, dependendo das características do material que está sendo compostado. Nessa fase, entram em cena os fungos e bactérias denominados de termofilicos ou termófilos, que são capazes de sobreviver a temperaturas entre 65°C e 70°C, à influência da maior disponibilidade de oxigênio – promovida pelo revolvimento da pilha inicial. A degradação das moléculas mais complexas e a alta temperatura ajudam na eliminação de agentes patógenos.
3ª) FASE DA MATURAÇÃO:
A última fase do processo de compostagem, e que pode durar até dois meses. Nessa fase há a diminuição da atividade microbiana, juntamente com as quedas de gradativas de temperatura (até se aproximar da temperatura ambiente) e acidez, antes observada no composto. É um período de estabilização que produz um composto maturado. A maturidade do composto ocorre quando a decomposição microbiológica se completa e a matéria orgânica é transformada em húmus, livre detoxicidade, metais pesados e patógenos.
O produto gerado a partir desse processo de degradação recebe o nome de composto orgânico, que é um material estável, rico em substâncias húmicas e nutrientes minerais, que pode ser utilizado em hortas, jardins e para fins agrícolas, como adubo orgânico, devolvendo à terra os nutrientes de que necessita, e evitando o uso de fertilizantes sintéticos.
O termo “reciclagem de lâmpadas” refere-se à recuperação de alguns de seus materiais e o retorno ao ciclo de vida industrial.
Um processo eficiente de reciclagem inclui desde um competente serviço de informação e esclarecimentos junto aos geradores de resíduos, explicitando como estes devem ser transportados para que não ocorra a quebra dos bulbos durante o seu transporte, até a garantia final de que o mercúrio seja removido dos componentes recicláveis e que os vapores de mercúrio serão contidos durante o processo de reciclagem. Analisadores portáteis devem monitorar a concentração de vapor de mercúrio no ambiente para assegurar a operação dentro dos limites de exposição ocupacional (0,05 mg.m~3, de acordo com a Occupational Safety and Health Administration -OSHA).
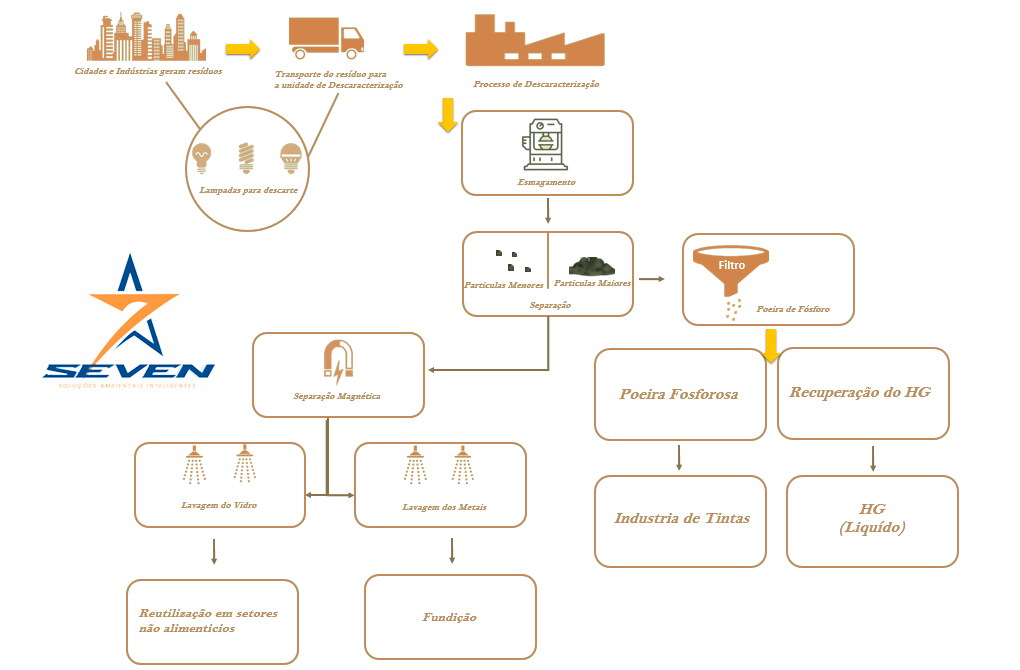
O processo de reciclagem mais usado e em operação em várias partes do mundo envolve basicamente duas fases:
a) Fase de esmagamento:
As lâmpadas usadas são introduzidas em processadores especiais para esmagamento, quando, então, os materiais constituintes são separados por peneiramento, separação eletrostática e ciclonagem, em cinco classes distintas:
- terminais de alumínio;
- pinos de latão;
- componentes ferro-metálicos;
- vidro;
- poeira fosforosa rica em Hg;
- isolamento baquelítico.
No início do processo, as lâmpadas são implodidas e/ou quebradas em pequenos fragmentos, por meio de um processador (britador e/ou moinho). Isto permite separar a poeira de fósforo contendo mercúrio dos outros elementos constituintes. As partículas esmagadas restantes são, posteriormente, conduzidas a um ciclone por um sistema de exaustão, onde as partículas maiores, tais como vidro quebrado, terminais de alumínio e pinos de latão são separadas e ejetadas do ciclone e separadas por diferença gravimétrica e por processos eletrostáticos.
b) Fase de destilação de mercúrio
A fase subsequente nesse processo de reciclagem é a recuperação do mercúrio contido na poeira de fósforo. A recuperação é obtida pelo processo de reportagem, onde o material é aquecido até a vaporização do mercúrio (temperaturas acima do ponto de ebulição do mercúrio, 357° C). O material vaporizado a partir desse processo é condensado e coletado em recipientes especiais ou decantadores. O mercúrio assim obtido pode passar por nova destilação para se removerem impurezas. Emissões fugitivas durante esse processo podem ser evitadas usando-se um sistema de operação sob pressão negativa.

Logística reversa é o processo de retorno dos materiais e seu destino
final típico para captura de valor ou disposição adequada.
Manufatura reversa é o processo de descaracterização dos produtos visando a
reciclagem das suas materias primas e destino final dos materiais não
recicláveis.
A reciclagem faz referência a uma reintrodução de alguma coisa à um determinado ciclo. No setor de resíduos sólidos significaria a reintrodução dos resíduos gerados por todos os setores da sociedade no ciclo de produção. As particularidades deste conceito se diferem de acordo com o país em questão, mas a grosso modo pode ser entendido dessa forma.
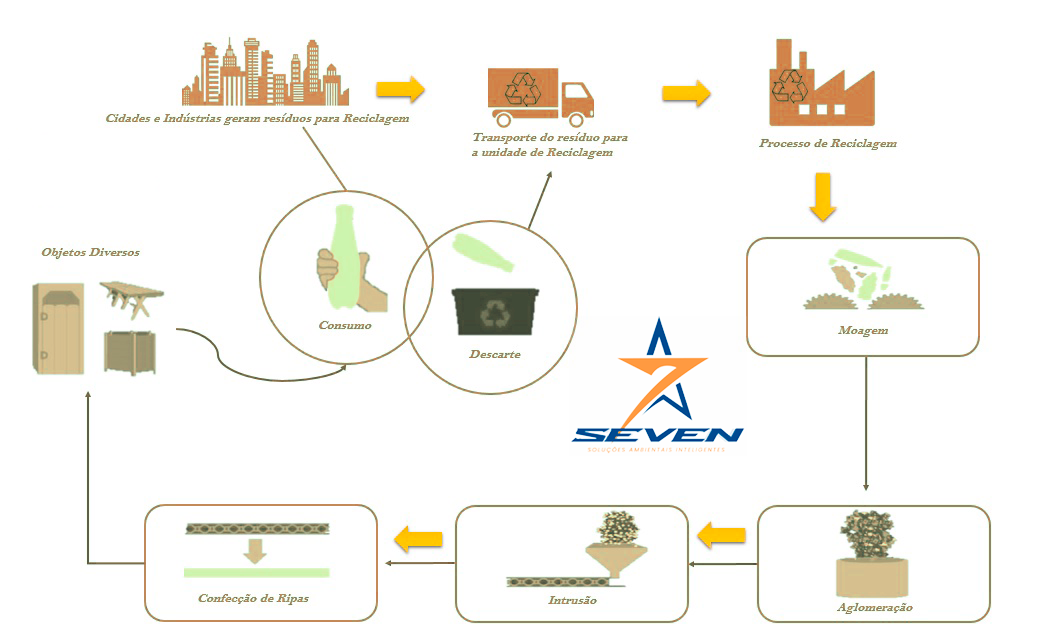
A Política Nacional de Resíduos Sólidos define em seu Título I – Disposições Gerais – Capítulo II parágrafo Definições – Inciso XIV o termo RECICLAGEM como sendo:
“Processo de transformação dos resíduos sólidos que envolve a alteração de suas propriedades físicas, físico-químicas ou biológicas, com vistas à transformação em insumos ou novos produtos, observadas as condições e os padrões estabelecidos pelos órgãos competentes do Sisnama e, se couber, do SNVS e do Suasa”
Isso significa que somente resíduos que possam sofrer transformações em suas propriedades para depois servirem como matéria prima para a fabricação de novos produtos podem ser chamados de resíduos recicláveis. Daí vem o termo resíduo reciclável ou não.
É muito importante entender isso principalmente para quem atua na área. Somente quando houver alterações em suas propriedades é que podemos dizer que um determinado processo se trata de reciclagem. No caso de uso de produtos para outros fins, em muitas vezes estamos falando de reutilização.
Tratamento de resíduos, transporte e descarte. Soluções ambientais para nossos clientes se dedicarem apenas à seus negócios.
Soluções ambientais
A Seven oferece serviços de Acondicionamento, Caracterização, Transporte, Destinação e Emissão de CADRI para Resíduos.
Endereço:
Rua Vargas, 284
Cidade Satélite Guarulhos – SP
CEP 07231-300
Conte conosco
"Soluções ambientais para nossos clientes se dedicarem apenas à seus negócios"
Links
28.194.046/0001-08 - © Seven Soluções Ambientais LTDA